


 扫一扫
扫一扫

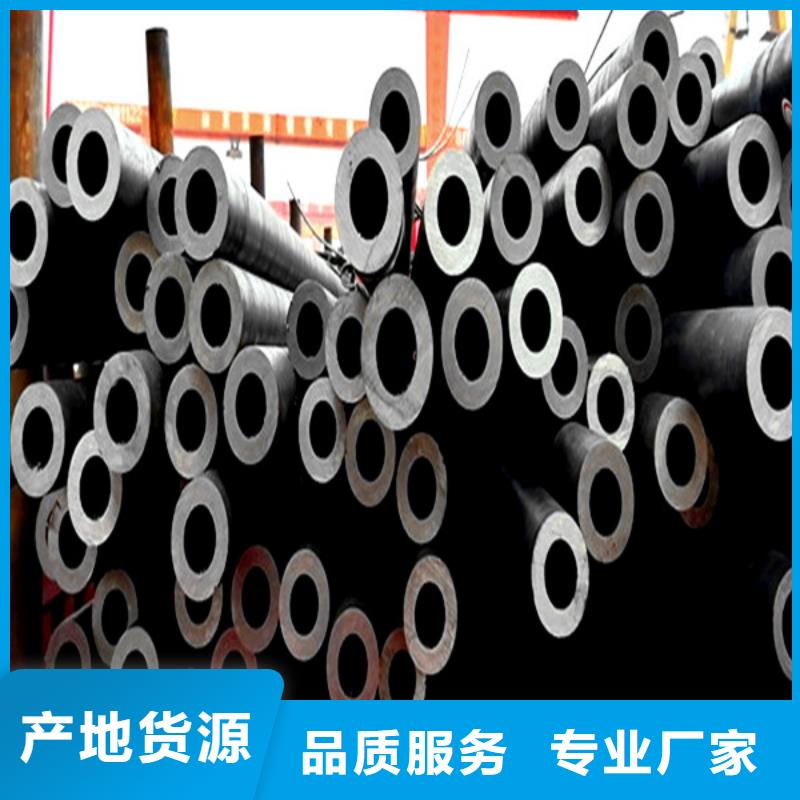
外镀锌内涂塑的无缝焊接钢管应该先对基管进行表面预处理,具体处理步骤如下所示:
1、喷丸除锈前,应预热无锡盛天祥无缝焊接钢管,驱除潮气,预热温度为40℃~60℃;
2、除锈应达到GB/T8923《涂装前钢材表面锈蚀等级和除锈等级》中Sa2.5级,无锡盛天祥无缝焊接钢管表面锚纹深度为40μm~100μm;
3、无缝焊接钢管表面残留的锈尘应清除干净;
4、表面预处理后4h内应进行喷涂。
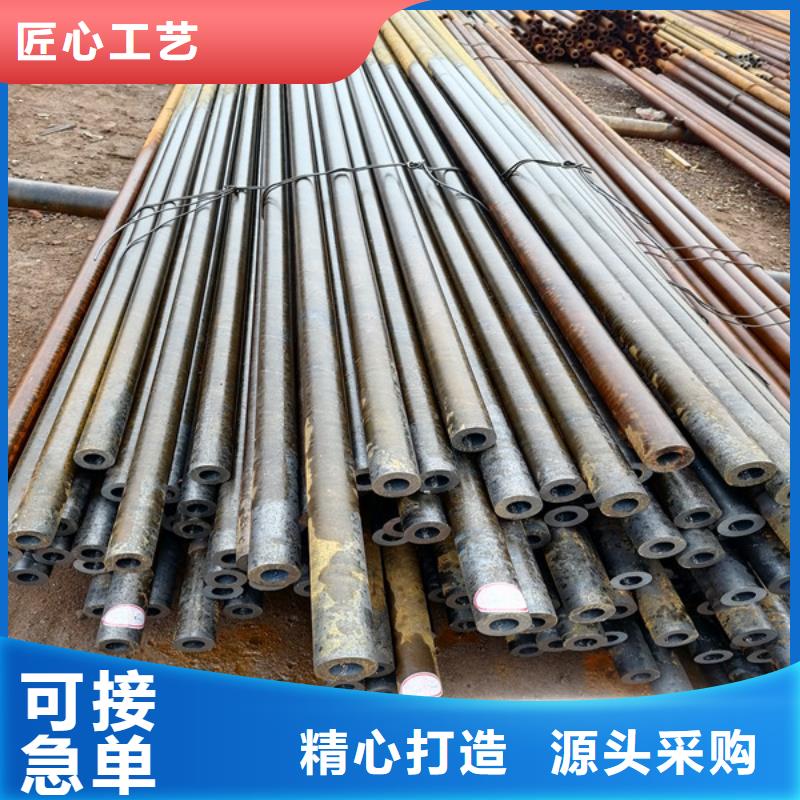
另外,有关无缝焊接钢管表面镀锌的方法主要有热镀锌和电镀锌两大类,热镀锌有湿法、干法、铅锌法、氧化还原法等。
热镀锌地镀锌不同方法的主要区别在无锡盛天祥无缝焊接钢管酸浸清洗后,用什么方法活化管体表面提高镀锌质量。现生产中主要采用干法和氧化还原法。
电镀锌地锌层表面十分光滑致密、组织均匀;具有良好地力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定地复杂性,但对单面镀层,内外表面镀层厚度不同地双面镀层,以及无缝焊接钢管镀锌等皆须采用此法。
天津无缝钢管企业经营压力仍然较大无缝管


哈曼金属材料有限公司凭借雄厚的 耐酸钢板、技术实力,精湛的 耐酸钢板、工艺,过硬的 耐酸钢板、产品质量,完善的服务体系,成为 耐酸钢板、行业中深受客户欢迎和信赖的公司。坚信重质量,讲信誉,优服务的经营理念,真诚地与各界朋友携手共进,创造美好未来!



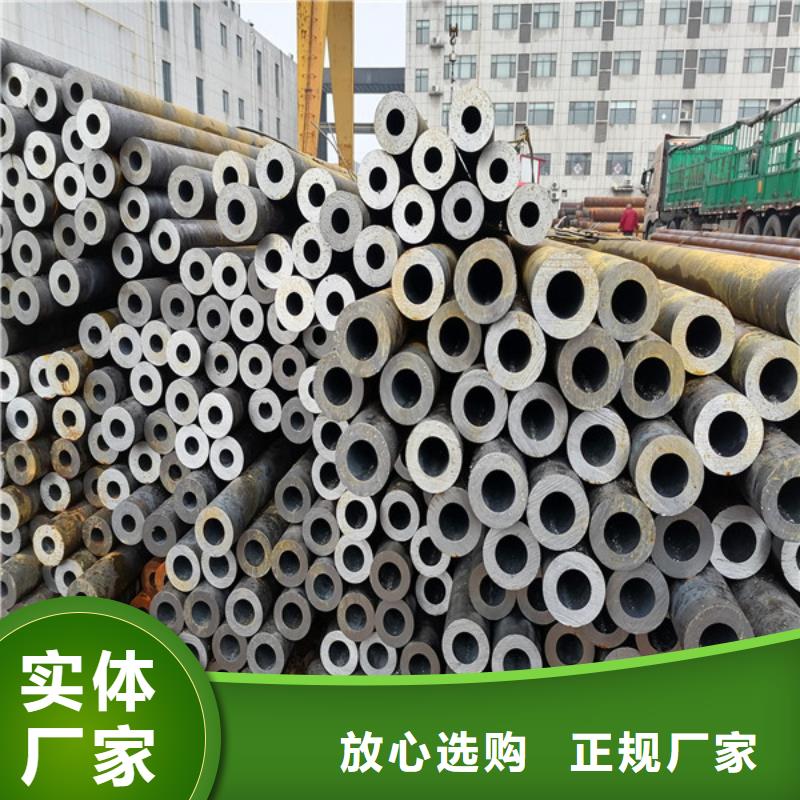
酸洗钝化无缝钢管实体厂家-批发
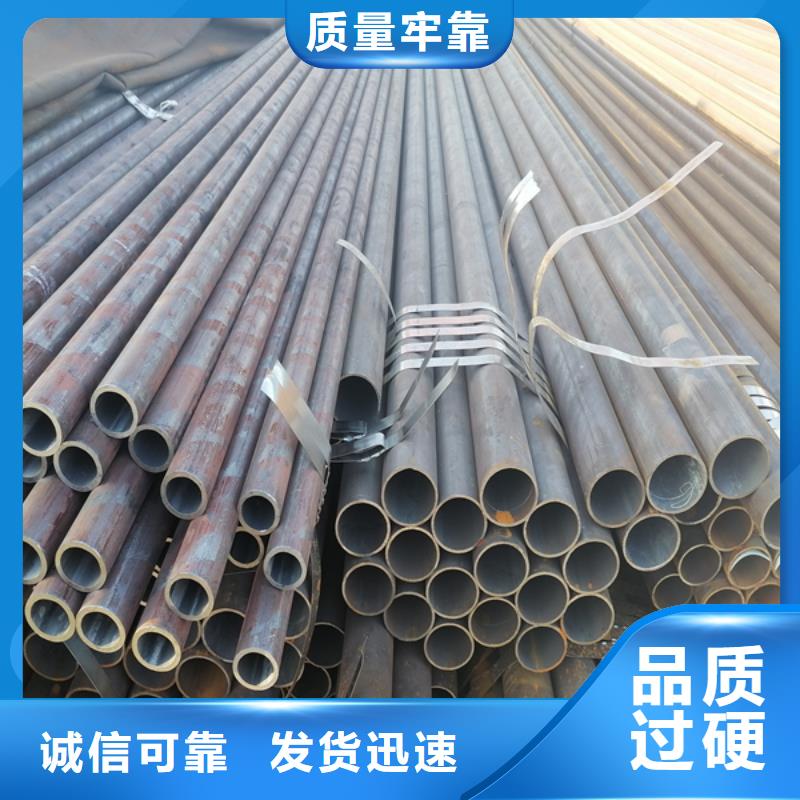
酸洗钝化无缝钢管的惯例工艺如下:
→酸 洗→ 冲 洗→ 钝 化(池 洗)→
预处置→→酸洗钝化(二合一)液(池洗)→冲刷→后处置
→酸洗钝化(二合一)膏(池洗)→
预处置
1 去除焊缝及母材外表的、焊、尘土等。
2 去除油污,需要时可采用碱洗或洗濯液清洗,洗后需用清水将外表冲刷于净。
2 酸洗(池洗)及冲刷
为提高无缝管抗腐蚀能力,延长产品使用寿命,因此对无缝管必须进行酸洗、钝化表面处理,使表面形成一层保护膜。
酸洗时应严厉节制酸洗温度和工夫,温度低则工夫长,温度高则工夫短。避免达不到酸洗结果或过份酸洗而惹起基体侵蚀的景象,需要时还可在酸洗液中添加侵蚀剂。对被酸洗产物上的碳钢件能拆开的需拆开失落,如不克不及拆开的需采用涂防护油漆或封橡胶泥的办法。
酸洗后必然要用清水冲刷,使之外表不留存残液,以利尔后的钝化处置。无缝管

技术支持:k797.com