想要知道【辽宁】【当地】不锈钢护栏可开专票厂家直销产品如何?看视频就知道!看视频,选产品更明智!
以下是:【辽宁】【当地】不锈钢护栏可开专票厂家直销的图文介绍


不锈钢复合管密封性好造方法站来咨询不锈钢复合管,那么今天就来讲解下不锈钢复合管。内芯不锈钢复合管为不锈钢复合管的升级产品,与不锈钢复合管有很大的不同。内芯不锈钢复合管,如其名所示,内置不锈钢内壁,满足介质的使用要求。 护栏主要用于住宅、道路、商业、公共,如人身和设备设施的保护及防护,护栏在我们生活中随处可见,但一般只存在护栏隔离、单功能,包括大理石柱,描述了3月BLE筒体为空心筒体,侧面有沉头槽、弹性绳、凸块和?。 复合管桥梁护栏站来咨询复合管桥梁护栏,那么今天就来讲解下复合管桥梁护栏。领域本实用新型涉及大理石护栏领域,涉及一种大理石护栏。而且承载力不好,在压力下会损坏。 复合管桥梁护栏科学施工方案站来咨询复合管桥梁护栏,那么今天就来讲解下复合管桥梁护栏。1、坚持、预防、综合管理的生产原则,始终把工作放在位,确保桥梁上部结构的桥梁工程的。



304不锈钢复合管:低碳钢的304在普通情况下,耐腐蚀和304相似,但在或应力焊接后,晶界腐蚀电阻,优秀的在没有热处置,还可以坚持良好的耐蚀性。304不锈钢复合管:具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处置硬化现象。目的:餐具、橱柜、锅炉、汽车配件、器械、建筑材料、食品(运用温度-196°C到700°C) 无论是住宅小区会运用到的锌钢护栏,还是在道路之中会运用到的道路护栏,护栏所发挥的作用还是很大的,而且也是能够成为了往常的人们会到的防护用品。但是在中止了解的时分,我们还可以看到护栏的另外一种材质,那就是不锈钢材质的护栏。 202不锈钢复合管:属于铬-镍-锰奥氏体不锈钢,性能比201不锈钢好。201不锈钢复合管:属于铬-镍-锰奥氏体不锈钢,磁性低。410不锈钢复合管:属于马氏体铬钢(度)、良好的耐磨性、耐蚀性差。420级不锈钢复合管、马氏体钢,如布氏硬度高铬钢不锈钢早。 304不锈钢复合管是可以植入人体的金属材料,安康卫生,在范畴应用尤为普遍。内衬不锈钢复合管多年的应用结果标明,可以有效处置二次,同时由于强度高,裂现象几乎为零,所以管道负压倒吸收起的也得以彻底处置了。 短期来看,估量下周304不锈钢复合管价钱稳中趋强可能性较大。不锈钢复合管厂家,201不锈钢复合管,304不锈钢复合管。不锈钢复合管护栏去库存效果尚可,不宜过火悲观不锈钢复合管护栏震荡偏弱运转,市场心态迷茫。



关于 镀锌喷塑防撞栏、运费承担: 本 镀锌喷塑防撞栏、商品价格不含任何运费,都是 镀锌喷塑防撞栏、出厂价格。因为发货方式不一样还有发货地点不一样,普通物流与快递运费价格是不一样的,到每个地方的运费也不同,所以立佳金属制品有限公司要根据买家的发货方式以及收货地点再来确定运费价格,以保证 终的交易价格。


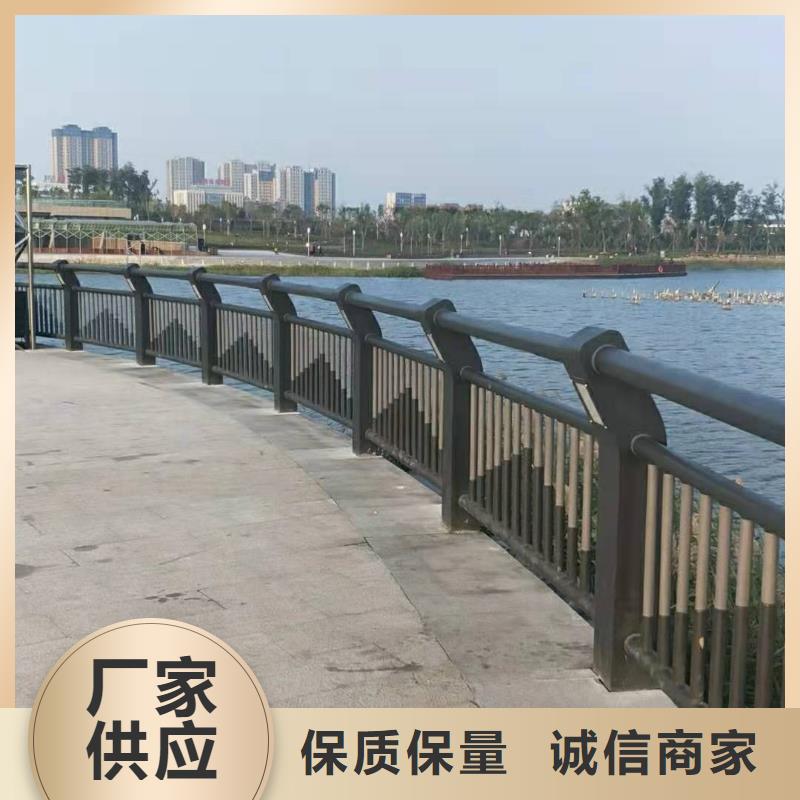
不锈钢护栏容易做造型,可以按照不一样的现场来制造不尽相同的尺寸,规格,弧度等等。成本低,钢产量全。好用耐用,大致没有必要,不怕风吹日晒。4、能满足前面三个条件的,你又能找出其余材料来代替吗有打造的,有美感的,有艺术造型的护栏或许会是有的,还有是肯定不可能使用在大的公共场所。 不锈钢复合管栏杆接点如何焊接由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层?。 由于复合层和基层之间不易熔焊在一起,所以在组对前,首行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。 由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以焊接施工效率。复层的焊接打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的水平和高度的责任感。



对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不,增强耐蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。 内衬不锈钢复合管栏杆有什么优点1、具有良好的机械性能;由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热系数小,尤其适宜高层建筑给水的立管与支管及地埋敷设用。 如何控制不锈钢复合管的焊接质量不锈钢复合管是一种新型金属复合材料,具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。 那么不锈钢复合管有哪两种焊接措施呢首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。




 扫一扫
扫一扫