为了给您提供更全面的欢迎-【遵义】 当地 15Mo3合金钢管产品信息,解锁欢迎-【遵义】 当地 15Mo3合金钢管产品新体验,视频带你玩转每个细节!
以下是:欢迎-【遵义】 当地 15Mo3合金钢管的图文介绍


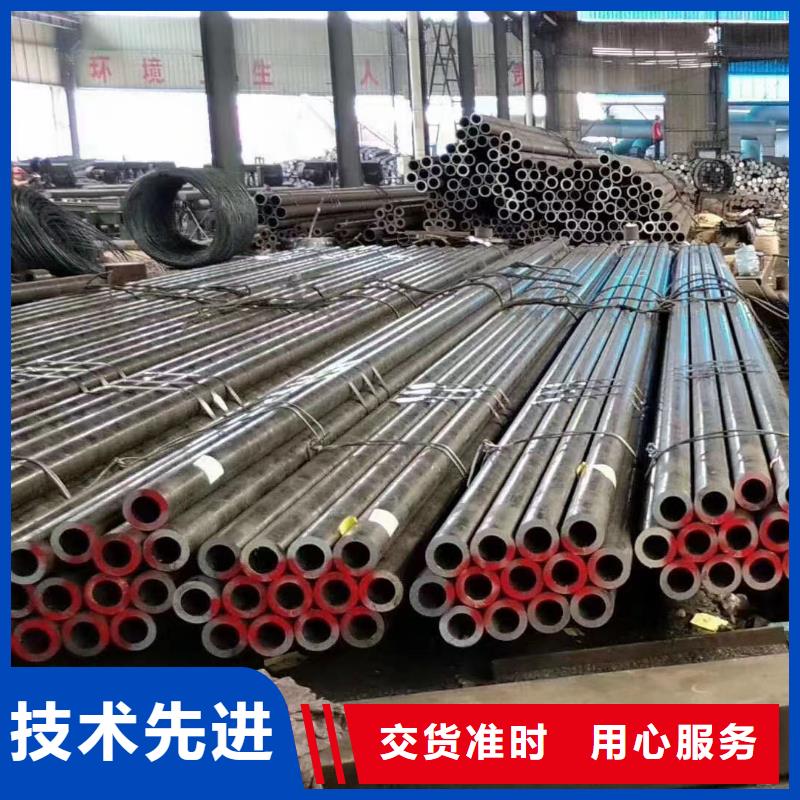
遵义65Mn合金钢管是GB/T699—1999《优质碳素结构钢》标准中的1个典型牌号,其碳含量较高,具有淬透性好、脱碳倾向小、价格低廉和切削性好等优点,可用来制造工具、弹簧、高耐磨性零件以及各种深加工产品等,用途非常广泛。由于65Mn钢碳含量高,故冶炼困难,其连铸坯缺陷敏感性高和化学元素偏析大,易产生裂纹和断裂,因此开发与生产难度很大。过去生产65Mn钢均采用电炉工艺生产,近20年来国内钢厂广泛采用转炉工艺生产,包括宽带钢、窄带钢和棒线材等根据市场需求。遵义65Mn合金钢管生产工艺流程为铁水预处理—210 t转炉冶炼--210 t LF炉精炼─板坯连铸-一加热炉加热—1580热连轧机( R1、R2粗轧+7机架精轧)轧制─卷取。



天恒源钢铁有限公司是专业研发 遵义小口径无缝钢管、。本公司座落于经济技术开发区,竭诚为五湖四海的朋友提供优质的服务,用货真价实的优质产品和积j i负责的服务,以及商业道德文明铸就品牌建设之路。
公司坚持科技创新,追求的质量方针,狠抓品牌建设,精细选材,禁止为了迎合低价位竞争而偷工减料,更禁止一味追求利润而欺骗消费者,产品生产流程严格把关,凭借先进的现代化生产设备,不断提高生产工艺水平。
公司拥有一支专业的队伍,形成了一支有知识、有活力朝气蓬勃的优秀团队。自成立以来,公司团队不断的努力,诚信、负责、积j i、创新,塑造了良好的品牌信誉和客户的好评。


遵义15Cr合金钢管硬度:回火硬度HB180,密度不祥,不过一般的钢材,密度通常为7.8-8.0G/CM3,计算重量通常取7.9就可以了。15Cr合金钢管本身就是渗碳钢,所以如果你只需要表面达到高硬度,可以采用渗碳处理、氮化处理或者是碳氮共渗,如果你需要整体达到该硬度值,则必须换材料了,应该选择高碳钢或高碳合金钢。遵义15Cr合金钢管是合金结构钢。或者说是合金渗碳钢碳 C :0.15 硅 Si:0.17~0.37 锰 Mn:0.40~0.70 硫 S :允许残余含量≤0.035 磷 P :允许残余含量≤0.035 铬 Cr:0.70~1.00。合金钢管(structural alloy steel),用作机械零件和各种工程构件并含有一种或数种一定量的合金元素的钢。遵义15Cr合金钢管含碳量一般约为0.25%~0.55%,对于既定截面尺寸的结构件,在调质处理(淬火加回火)时,如果沿截面淬透,则力学性能良好,如果淬不透,显微组织中出现有自由铁素体,则韧性下降。对具有回火脆性倾向的钢如锰钢、铬钢、镍铬钢等,回火后应快冷。这类钢的淬火临界直径,随晶粒度和合金元素含量的增加而增大,例如,40Cr和35SiMn钢约为30~40mm,而40CrNiMo和30CrNi2MoV钢则约为 60~100mm,常用于制造承受较大载荷的轴、连杆等结构件。



haoming

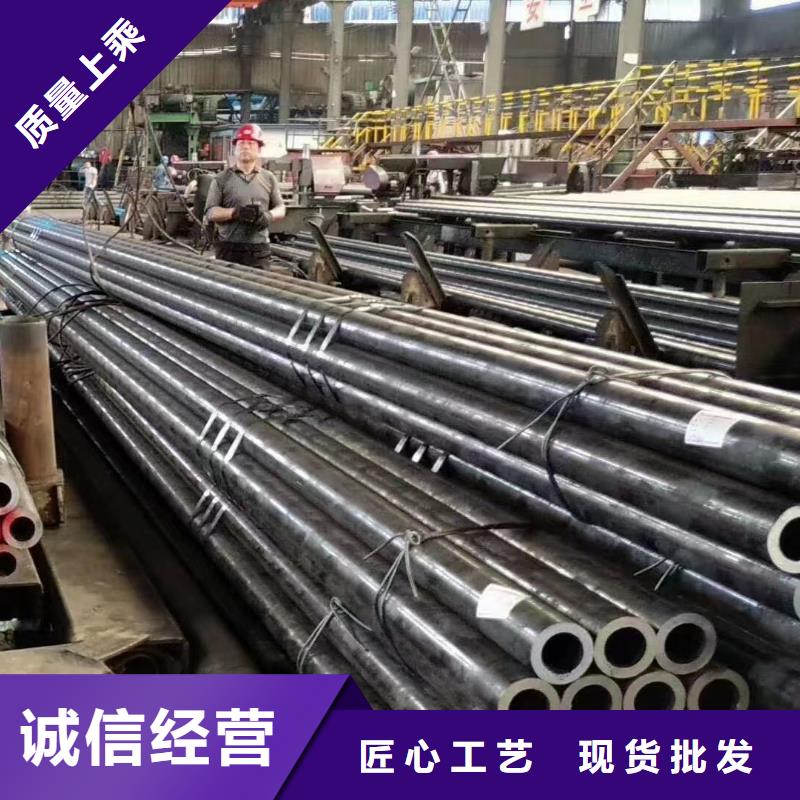
遵义12Cr1MoV合金钢管统一数字代号:A31132。标准:GB/T3077-2015,是一种高性能合金材料。12Cr1MoV合金钢管化学成分:C:0.08~0.15;Si:0.17~0.37;Mn:0.40~0.70;Cr:0.90~1.20;Mo:0.25~0.35;V:0.15~0.30;P:≤0.35;S:≤0.35;Cu:≤0.25。遵义12Cr1MoV合金钢管力学性能:12Cr1MoV合金钢管主要特性:此钢与12CrMoV钢相比,具有更高的抗氧化性及热强性。此钢的蠕变极限与持久强度值很接近,并在持久拉伸的情况下具有高的塑性;钢的工艺性与焊接性良好,但焊前需预热至300℃,焊后需除应力处理。是高压、超高压、亚临界电站锅炉过热器、集箱和主蒸气导管广泛采用的钢种。580℃时仍具有高的热强性和抗氧化性能,有较高的持久塑性。生产工艺较简单,焊接性能良好,但对正火冷却速度较敏感。580℃长期使用会产生由于磷等杂质元素在晶界处偏聚引起的第二类回火脆性。长期使用还会出现珠光体球化。这种钢主要在正火及高温回火后使用,用以制造高压设备中工作温度不超过570℃的过热钢管、导管、蛇形管及其它相应的锻件。





 扫一扫
扫一扫